Proper mold design and die casting process are critical to die castings performance
In recent years, with the accelerated process of automobile lightweighting, aluminum alloy has replaced cast iron as the material of choice for the production of automobile engine cylinder block due to its low density, high strength and good plasticity. Among them, pressure casting is the most common type of aluminum alloy casting process due to high production efficiency, high dimensional accuracy of die castings and low surface roughness value. However, pressure casting also exists with short filling time, exhaust insufficient, resulting in casting porosity, thin-walled castings in the melt solidification is easy to form hot joints lead to cracks, thick-walled castings are prone to shrinkage holes, shrinkage and other problems. Research shows that die casting shrinkage, shrinkage, crack defects easy to cause casting air leakage, affecting the mechanical properties of castings, in order to eliminate shrinkage, shrinkage defects, in the actual production of local pressurization process is widely used. For crack defects, generally used to optimize the mold cooling system, adjust the mold time and control the melting process to be improved or eliminated. A car engine in the extreme cold 30,000 kilometers after the experiment, there is a cold start noise problem, the investigation found that the engine hydrostatic test leakage rate of 32%, the amount of air leakage over the leakage limit of 36.2%, through the casting on the sampling tensile test measured casting tensile strength of 152.8 MPa, yield strength of 104 MPa, are much lower than the standard value: ≥ 200 MPa and ≥ 140 MPa, so it was determined that the engine cylinder block mechanical properties lead to insufficient air leakage exceeded the standard, thus causing the engine cold start rattling problem.
1. die castings characteristics and defect analysis
The casting for four-cylinder automobile engine block, billet quality of 9.7 kg, using Buhler 2800T cold chamber die casting machine die casting, aluminum alloy grade for YZAlSi9Cu3, alloy composition see table 1. casting average wall thickness of 15 mm, the maximum wall thickness of 50 mm, the internal has more lubricating oil channel, cooling waterway, oil scale channel and mounting threaded holes, the pin because of the cooling difficulties and higher temperature, the actual die casting process. In the actual die-casting process, the casting thick wall, slender pin near the unavoidable occurrence of shrinkage, shrinkage and cracks and other defects. In addition, due to the cylinder block bearing hole need to withstand due to the piston reciprocating motion of inertia force and moment of inertia caused by the shock vibration, the working conditions are harsh, need high structural strength (requirements: tensile strength ≥200 MPa, yield strength ≥140 MPa), and conventional die-casting process to ensure that casting has such high strength with a certain degree of difficulty. As the bearing hole is the main stress point of the engine, there are many casting holes distributed in the vicinity, the structure is complex, and the wall thickness is large, so the cylinder block bearing hole area selected mechanical experiments with tie rods, the specific location is shown in Fig. 1. through the tensile strength and yield strength test of the tie rods, the results are shown in Table 2, the mechanical properties of the cylinder block casting is insufficient. Observation of tie rod fracture cross-section, the section contains slag, grain size of 7.5 grade, section organization loose, and the casting mechanical properties of insufficient results in line.

Table 1 YZAlSi9Cu3 Aluminum Alloy Chemical Composition

Fig. 1 Selection position of tie rods for experiments

Table 2 Requirements for mechanical properties of castings
The cylinder block oil marking holes were found to be leaking through hydrostatic testing. Cutting the air leakage location found that the oil marking hole (Figure 2) near the different degrees of shrinkage, shrinkage and loosening. Air leakage location for the casting of the thick wall, aluminum liquid in the solidification process, due to the mold core surface farther away from the mold, the temperature is higher, the surrounding metal liquid has been completely solidified, the center of the thick wall to form an isolated liquid phase area, can not be in the casting of the pressurization stage of the complementary contraction, resulting in the formation of the casting of shrinkage holes, which is the main reason for the cylinder block leakage and the casting of the main reason for the instability of mechanical properties. For the casting mechanical properties of unstable problem investigation, there are four main reasons: first, die-casting process design is unreasonable, especially the main control parameters are high speed speed, high speed starting point, boosting pressure and leave the mold time and so on design is not appropriate; Second, the mold pouring system design is unreasonable, mold cooling system abnormality, mold releasing agent spraying is not appropriate, etc.; Third, the composition of the YZAlSi9Cu3 alloy is super poor, the aluminum ingot melting process abnormality, the die-casting process abnormality, the casting of the cylinder block and the mechanical properties of the main reason. Aluminum ingot melting process abnormality, die casting process entrapped in oxides and piston lubricant combustion products and other impurities; Fourth, the cylinder block casting wall thickness is large, die casting process is prone to shrinkage holes, shrinkage defects.

Fig. 2 Location of air leakage in casting hydrostatic test
2. Analysis and application of local pressurization techniques
2.1 Mechanisms and Principles of Local Extrusion Technology
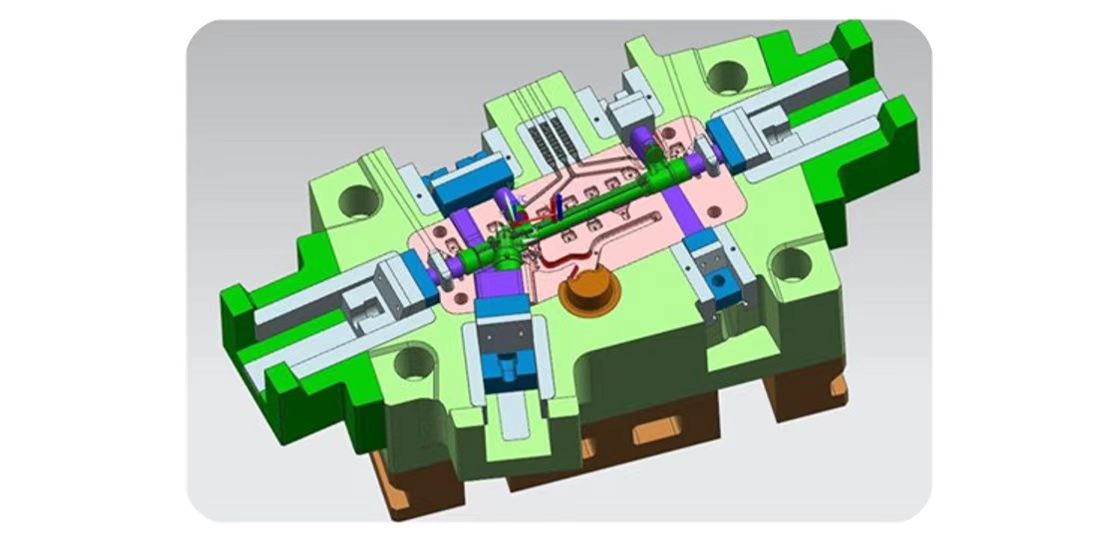
The local extrusion mechanism is shown in Figure 3, which is mainly composed of the working cylinder, extrusion pin, extrusion insert and other ancillary components, and the extrusion mechanism is generally designed on the die frame or core of the die according to the actual situation. Traditional local extrusion technology, due to the extrusion speed is not adjustable, resulting in extrusion action only exists in a moment, can not be continued throughout the solidification of the liquid aluminum pressure, not to mention the pressure can not be adjusted to the time period, so that the timing of the extrusion is not appropriate, extrusion is too early, the extrusion pin into a fixed pin, can not play a complementary role in shrinkage; extrusion is too late, the liquid aluminum has been solidified, the extrusion pin resistance is too large, easy to break. Therefore, the traditional extrusion technology for the elimination or reduction of casting shrinkage effect is very little.

Figure 3 Schematic diagram of extrusion pin structure
At present, most of the enterprises use new extrusion technology, it is in die-casting mold additional built-in cylinder will work cylinder control signal and die-casting machine pressure injection signal chain, in die-casting machine control panel set extrusion moment, extrusion delay, pressure holding pressure and pressure holding time and other parameters, can adjust the extrusion pin extrusion and extraction action, can make the extrusion timing is more appropriate. In the casting solidification process, through the extrusion pin on the semi-solidified liquid phase pressure, change the sequence of aluminum liquid fill shrinkage, the casting wall thickness direction of the central region to play a good fill shrinkage effect, can effectively eliminate casting shrinkage holes, improve the casting organization densification, and enhance the mechanical properties of castings.
2.2 Application and effect of local extrusion technology
Combined with the previous experience of casting engine cylinder block and benchmark EA211 cylinder block data, when the extrusion pin program is used near the cylinder block bearing seat, the casting organization is more dense, the tie rod fracture has no shrinkage holes, and the mechanical properties are significantly improved. Since the air leakage point of this engine is located near the oil marking hole, close to the 1st and 2nd cylinder bearing holes, and since each bearing hole is designed with a lubricating oil hole, which also has the risk of air and oil leakage, local pressurization technology is used on each bearing hole, and the pressurized casting blank is shown in Figure 4. However, selecting the appropriate extrusion process is crucial to the casting quality, in order to quickly obtain the optimal extrusion process, orthogonal tests were used, three key parameters of the extrusion process: extrusion pressure, extrusion delay and holding time were selected as the test factors, and three levels of each factor were selected respectively, with the standard orthogonal test L9 (3³) table. The experimental design is shown in Table 3, and the test objective function is tensile strength, yield strength and shrinkage yield rate. Each group of test die casting 5 pieces, in the 1st-3rd cylinder bearing holes each take a tie rod specimen, in the 4th-5th cylinder bearing holes each take a slice, so that each group of experiments consists of 15 experimental tie rods and 10 slices, to take the average of each group of tests as the group of test results. Among them, the shrinkage yield rate takes into account the X-ray flaw data.

Fig. 4 Casting blanks with partial extrusion technology

Table 3 Table of orthogonal test protocols
Table 3 shows the results of orthogonal test, the extreme difference of factor A (extrusion pressure), factor B (extrusion delay) and factor C (holding time) are 8.7/9.0, 11.0/12.0 and 17/15, respectively, factor C has the greatest influence on the test results, and it is the main factor causing the instability of the mechanical properties; the extreme difference of factor A is 8.7/9.0 ranked the second, and it is the second main factor; the extreme difference of factor B is the smallest, and it is the secondary factor. factor B has the smallest polar deviation and is the secondary factor. According to the method of extreme difference analysis, the factors affecting the qualification rate of castings are C (holding time), A (extrusion pressure) and B (extrusion delay) in the order of priority. In order to obtain the optimal extrusion process program, it is necessary to further determine the level of each factor according to the value of the objective function. From the K value in Table 3, it can be seen that the tensile strength and yield strength show a similar change rule, so only the tensile strength is taken into account here, and the level 1 of factor A (extrusion pressure) is the largest at 227, followed by level 2, and the level 3 is the worst; the level of factor B (extrusion delay time) is 123 in descending order, and the level of factor C (holding time) is also 123. Therefore, the optimum process can be initially identified as follows Therefore, the optimum combination of process parameters can be identified as A1B1C1, i.e., an extrusion pressure of 140 bar, an extrusion delay of 3 s, and a holding time of 10 s. In addition to this, this group of extrusion process has a high shrinkage yield of castings.
Fig. 5 shows a slice of the casting using the localized extrusion process, and comparing with Fig. 2, it is found that the problem of shrinkage near the oil marking holes of the casting is significantly improved. Table 3 test data and engineering experience shows that by improving the die casting machine peripheral equipment and adjusting the extrusion process can not only effectively eliminate casting shrinkage, shrinkage problem, but also can improve the mechanical properties of castings. However, the actual production should be considered extrusion pin installation position, extrusion pressure is too large leading to casting deformation or cracks, hydraulic pressure is too large for oil leakage of oil pipe or joints and other issues.

Fig. 5 Sections of castings with localized extrusion process
Theoretical studies show that, by the aluminum liquid filling order, the mold temperature is low on the high gradient distribution, resulting in aluminum liquid from the surface and inside, from high mold temperature to low mold temperature order solidification, the last solidified area if not get aluminum liquid shrinkage, will be due to insufficient shrinkage and the formation of shrinkage holes. Therefore, excluding abnormal factors, the main reason for aluminum alloy die casting shrinkage hole for the aluminum liquid shrinkage is insufficient. However, the solidification sequence of aluminum liquid is affected by many factors, such as: casting structure, pouring system, exhaust system, cooling system and process parameters. Combined with the actual engineering experience, the main use of three kinds of solutions to further improve the casting shrinkage problem, namely, adjust the die-casting process, optimize the mold pouring system and adjust the spraying process.
Adjustment of process parameters. Aluminum liquid from the barrel into the cavity generally through the slow speed, high speed and boost three stages, in addition, high speed starting point is also an important parameter, the theory of high speed switching point should be located in the liquid to reach the inner sprue near, so as to ensure that the liquid better fill the cavity.
Research shows that the low speed is too high will lead to the acceleration of the liquid aluminum shock, the formation of rolled gas, the casting is prone to the formation of gas shrinkage holes; low speed is too low, the temperature of the liquid aluminum in the filling before the drop faster, the casting is prone to the formation of cold hard layer. Through the test, it is found that the low speed is set at 0.28 m/s, the starting point of high speed is 710 mm, the high speed is 6.2 m/s, the booster pressure is 1,050 bar, and at the same time, the adjustment of the booster pressure conversion is changed from the speed conversion to the pressure conversion, and the quality of the castings is better. Optimize pouring system. In addition to the distribution of the mold temperature, the lack of aluminum filler shrinkage is also related to the direction and flow of aluminum filling. It was found that the support sprue for the bearing hole was canceled to improve the positional tolerance of the bearing hole, which might be partly responsible for the shrinkage of the casting, so the inner sprue for the bearing hole was restored. At the same time, the thickness of the inner sprue was reduced to 5.5 mm, so that the total area of the inner sprue was about 1,800 mm 2 , and the Φ150 mm ejection piston was used, and the ratio of the piston to the area of the inner sprue was about 9.81 (previously it was 6.9, and even if the high speed reaches the limit speed of the die-casting machine, 7.2 m/s, the speed of the inner sprue is only 49 m/s), and with the setting speed of 6 m/s, the speed of the inner sprue can reach 60 m/s. The setting speed is 6 m/s, and the inner channel speed can reach 60 m/s, which increases the high-speed filling capacity of aluminum liquid. Through the solidification simulation analysis, it was found that the thick-walled area near the oil labeling hole was well compensated for the shrinkage due to the increase of the support sprue and the increase of the inner sprue speed, and the shrinkage problem was basically eliminated.
3, die-casting process parameters optimization
After the use of local extrusion process, the mechanical properties of the casting is significantly improved, the tensile strength and yield strength are up to standard, the organization is more dense, shrinkage holes, shrinkage defects significantly reduced. However, as shown in Figure 5, there are still shrinkage holes and shrinkage defects in the thick wall of the casting. In order to completely eliminate the cylinder block gas leakage hidden trouble, need to further improve the die-casting process.
4. process verification
By increasing the bearing seat local extrusion technology, adjust the die-casting process parameters, optimize the mold pouring scheme, improve the spraying process, die-casting verification of 500 pieces, all air tightness inspection, the results of 2 pieces of air leakage exceeds the standard, the leakage rate of 0.4%; Sampling 100 pieces of tensile test detection, the average tensile strength of 248.68 MPa, the average yield strength of 182.83 MPa, qualified rate of 100%, solved the engine cylinder block due to casting mechanical properties of unstable air leakage and noise problems.
5. Conclusion
(1) automobile engine cylinder block casting wall thickness is large, complex structure, die casting process is prone to shrinkage, shrinkage and cracks and other defects, affecting the mechanical properties of the product. After the use of local pressurization technology, the casting tensile strength and yield strength increased by 62.7% and 75.4%, so the use of local pressurization technology can effectively improve or eliminate casting shrinkage, shrinkage and loosening defects, and significantly improve the mechanical properties of castings.
(2) Reasonable die-casting process and mold design program on the casting of comprehensive performance has a greater impact, but in the actual die-casting process, selecting the appropriate process parameters is a complex and time-consuming work, the use of orthogonal test can be a comprehensive consideration of the influencing factors of the process parameters, to shorten the search for the optimal process time, it is a kind of scientific optimal process selection method.
Adjust the spraying process. Reasonable spraying time and spraying position can effectively maintain the mold temperature and prevent the casting from cold segregation, shrinkage or crack defects. The casting leakage position near the oil marking holes, pin slender, high temperature, increased external water cooling device, the use of thermal imaging camera measured after spraying the mold temperature is 209 ℃, is a normal state.