The design of double gate feeding die casting mold, a three-platen mold with peculiar conception
Die casting process in the current automotive parts lightweight production plays an important role. For some peripheral design for the closed form of the cover type automotive die casting aluminium alloy parts, die design, no matter where to choose the periphery as the gate, will be an important forming part of the die – sealing groove position caused by erosion, resulting in partial failure of the die (generally 20,000 die times or so). Currently, the common countermeasure is to design the die casting mold as a mosaic structure and replace the vulnerable parts.
Combined with the actual production, put forward a new design scheme, the use of three-plate die – double-centre into the casting structure, optimize the clamping, limit and other structures, matching the die casting machine part of the function, so that theCombined with the actual production, put forward a new design scheme, the use of three-plate die – double-centre into the casting structure, optimize the clamping, limit and other structures, matching the die casting machine part of the function, so that the die casting mould life has been greatly extended, the site production effect is remarkable. A V8 engine chain cover shell, see figure 1, material for A380 aluminium alloy, density of 2.45g/cm³, contour dimensions of 305.059mm × 243.811mm × 88.683mm, its mass is 0.83kg, volume is 309 cm³, surface area of 856.03 c ㎡, the basic wall thickness of ≥ 2.1mm, casting shrinkage is 0.55%, because it is a sealing slot structure, the casting of the surface area of 856.03c ㎡, basic wall thickness ≥ 2.1mm, casting shrinkage is 0.55%. The casting shrinkage rate is 0.55%, because of the sealing groove structure, there are flatness requirements. Production found due to the special structure of the die casting, the inner gate straight to the die casting of the sealing bar installation groove on the inside, resulting in premature cracking of the die casting mould at this location, and lead to the formation of raised cracks on the die casting, due to the installation of the sealing bar position, if the sealing bar is installed here, the die casting will be damaged if the sealing bar is not installed, so the die casting will be damaged.
Seal bar position, if the die casting cracks, will have a serious impact on the sealing of the die casting, so the surface quality of the casting here has strict requirements. After analysis and testing, the centre into the pouring three-plate mould structure. For the basic situation of the die casting, the preliminary design. The choice of distal pouring to reduce the direct erosion of the two cores in the centre, in line with the general design specifications. Figure 2 shows the initial design.

Figure 1 Three-dimensional drawing of the part

Fig. 2 Conventional pouring method

Fig. 3 Failure location of die casting

Figure 4 Mould inlay methodAfter the analysis of the aluminum die casting,
to avoid the position of the sealing groove into the casting, the only location on the aluminum die casting can be selected only two holes in the middle of the die casting, and the basic shape of the die casting is a round cake structure, two holes in the middle position, the tendons were radial umbrella, so the use of the centre of casting for the die casting of the exhaust and so on have a very good effect, and therefore decided to use the double-centre pouring three templates design, see Figure 5.
After analysis of the aluminum die casting, in order to avoid the sealing groove into the casting position, the only position on the die casting can only choose two die casting holes in the middle, and the basic shape of the die casting is a round cake structure, two holes in the middle of the position, the tendon is radial umbrella, so the casting centre is used for the die casting of the die casting. Exhaust and so on have good results, so decided to use double-centre casting three template design, see Figure 5

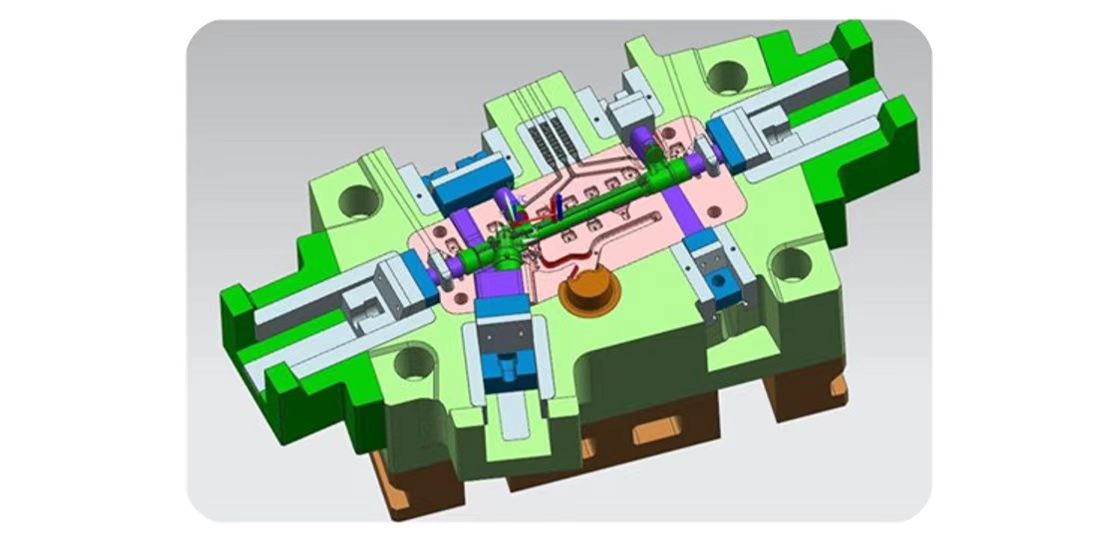
Fig. 5 Design scheme of double-centre cast three-platen die casting mold

Figure 6 Mould sketch
| categories | Two Plate Mould | Triple Plate Mould | comparative |
| Machine Selection | UB850T | DCC800T | A smaller machine option is available for three-plate moulds compared to two-plate moulds. |
| Mold life | 60000 | 100000 | Three-platen moulds can increase the life of the mould |
| Die casting defective rate/% | 9.2 | 2.2 | Three-platen moulds reduce mould erosion, which reduces product rejects |
| production beat/S | 65 | 68 | Advantages of two-platen moulds |
| process yield/% | 49 | 42 | Conventional two-platen moulds with high process yield |
The die casting mold material is H13, hardness HRC44-46, cutting edge at 45° angle to avoid aluminum sticking. The clamping force of the elastic clamping device is 40kN to avoid premature separation of the moving template and the fixed mold moving plate. The mold guide pillar and template should be made with high precision, the fixed mold fixed plate, fixed mold moving plate and moving template need to be matched with the die casting mold at the same time, and the clamping oil should be evenly distributed. Install the mold on the die casting machine, push the fixed die moving plate by hand, there should be no obvious jamming phenomenon.